Современные способы вакуумирования и внепечной обработки
В настоящее время в промышленно развитых странах успешно работают сотни установок внепечной обработки разнообразных конструкций (схемы наиболее распространенных конструкций см. на рис. 19.3, а и б на цветной вклейке). Самым простым способом является способ вакуумирования в ковше.
К недостаткам вакуумирования в ковше относятся невысокая эффективность метода при вакуумировании относительно больших масс металла (> 50 т) и неравномерность состава металла в ковше после ввода раскислителей и легирующих вследствие слабого перемешивания всей массы металла. Этого можно избежать, предусмотрев продувку металла в ковше инертным газом или электромагнитное перемешивание. При продувке металла инертным газом к обычным потерям тепла при выпуске и при выдержке в ковше добавляются потери тепла на нагрев газа, продуваемого через металл. При электромагнитном перемешивании этот недостаток ликвидируется, однако для электромагнитного перемешивания требуется более сложное и дорогостоящее оборудование.
В настоящее время наиболее распространены следующие способы обработки металла вакуумом в ковше.
-
Ковш с металлом помещают в вакуумную камеру, организуют перемешивание металла инертным газом; раскислители вводят в ковш из бункера, также находящегося в вакуумной камере;
-
Металл вакуумируют при переливе из ковша в ковш или из ковша в изложницу, т. е. обработке вакуумом подвергается струя металла (метод называют струйным вакуумированием,или вакуумированием струи).
-
Металл под воздействием ферростатического давления засасывается примерно на
-
Два патрубка вакуумной камеры погружают в металл; порция металла засасывается в камеру (рис. 19.5,а). По одному из патрубков начинают подавать инертный газ, в результате чего металл по нему направляется вверх, в вакуум-камеру, а по другому — стекает в ковш, циркулируя, таким образом, через установку (метод называют циркуляционным вакуумированием).
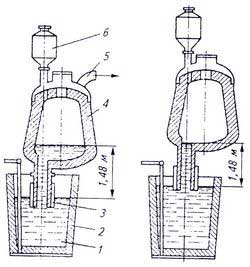
Рис. 19.4. Схема процесса порционного вакуумирования;1 — металл; 2—ковш; 3—огнеупорный патрубок:4— вакуумная камера; 5 — к вакуум-насосу; 6 —бункер для введения добавок
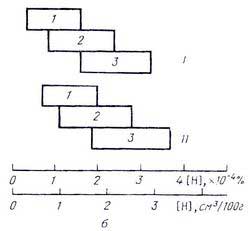
Рис. 19.5. Схема RH-процесса (а)
циркуляционного вакуумирования (см. на цветной вклейке); (б) —типичные пределы
содержания водорода в металле по окончании обработки его вакуумом (1—обработка
нераскисленного металла; II—обработка металла, раскисленного кремнием и
алюминием; 1 — вакуумирование струи; 2— циркуляционное
вакуумирование; 3— вакуумирование
в ковше)
Условия дегазации при обработке
вакуумом различными методами неодинаковы; соответственно различно содержание
газов, получаемое при вакуумировании (рис. 19.5, б). Лучшие
результаты достигаются при вакуумировании металла, не подвергаемого
предварительному раскислению сильными раскислителями. Так как при этом
происходит бурное вскипание металла, необходимо уделять особое внимание
правильному расчету объема ковша для предотвращения возможного выплеска
металла.
